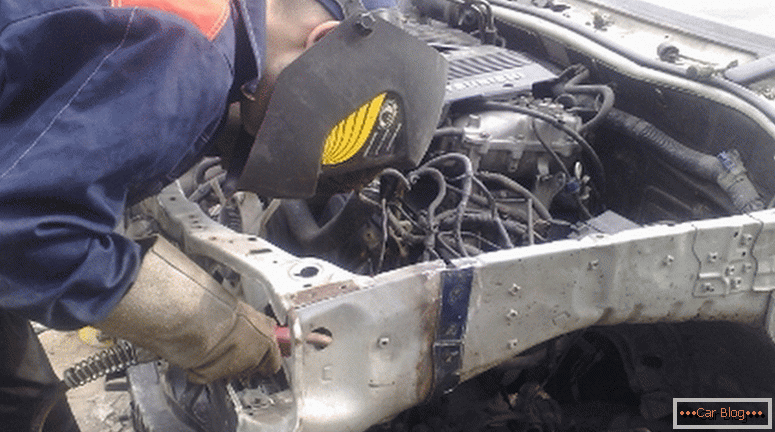
Used cars with improper care are covered with corrosion. Sometimes, if this problem is not resolved in time, a complete replacement of individual parts of the body is required. In this case, without welding work is not enough. And do-it-yourself car body welding requires skills and at least a little experience.
For welding with a car body, the most appropriate option is to use a semi-automatic welding machine. This allows you to work with any thickness of material: from 0.7 to 4 mm. In this interval fit as, for example, thinner wings, and powerful spars.
Content
- 1 Methods of joining elements in automotive welding
- 1.1 Butt mating
- 1.2 Overlap joint
- 1.3 Welded electric rivets
- 2 Types of welds
- 2.1 Solid intermittent
- 2.2 Solid
- 2.3 Dotted
- 3 Suture location
- 4 Material preparation for welding
- 5 Weld Current Adjustment
- 6 Setting the knobs
- 6.1 The first case
- 6.2 Second case
- 6.3 Third case
- 6.4 The fourth case
- 7 Possible problems in the operation of welding semi-automatic
- 7.1 Wrong current selection
- 7.2 Poor adjustment of the clamp in the feed mechanism
- 7.3 Low gas consumption
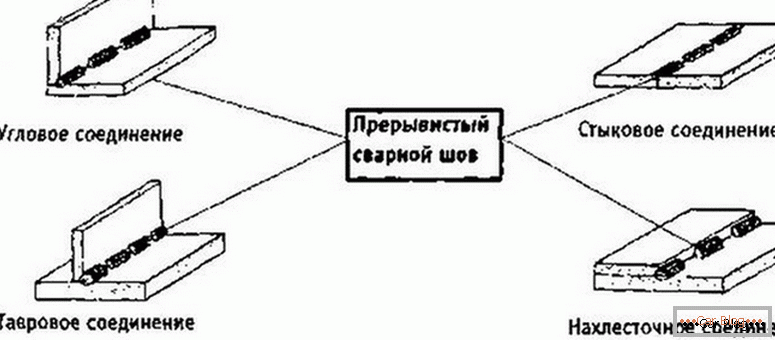
Methods of joining elements in automotive welding
Different units and options for repairing the machine using welding work suggest a different approach for interfacing the new inserts with the old body. Consider the three main ways of installing metal latok.
Butt mating
Welding of a car body with a semiautomatic device is most often carried out using a butt joint. This way does not create additional unnecessary thickening on the body. This method is used when welding patches or small inserts that are not subjected to a large tensile strength.
Connection types
Before working with patches, you can remove the chamfers from the sides, which are planned to be welded.
If the sheet thickness is up to 2 mm, then you can do without chamfers. This method of pairing requires a more painstaking adjustment of the weld piece and the prepared section of the car body. Clearances should be kept to a minimum, and ideally you need to do without them. The method is usually used for facial external elements.
When performing this operation, the welder must have a sufficiently high qualification.
Butt Welding
The work is carried out with the use of a solid point seam. High-quality results do not require time-consuming straightening and lengthy stripping. Sometimes there is enough putty and grout. Thicker sheets of iron are easier to weld, and they can also be welded with a solid point seam. Thin sheet cooking is harder.
Lap joint
Such a connection is the simplest and therefore has become widespread among automotive welders. So, one of the pieces of metal is superimposed on the other, while the hole is completely blocked, which must be patched.
Welding overlap
The method is suitable for welding power structures: thresholds, spars, etc.
Welded electric rivets
Such a method is rather a kind of overlap. However, it is similar to spot welding. It is actively used in automotive welding. For example, it is used to install new wings, reinforcement pads on the body frame.
Types of welds
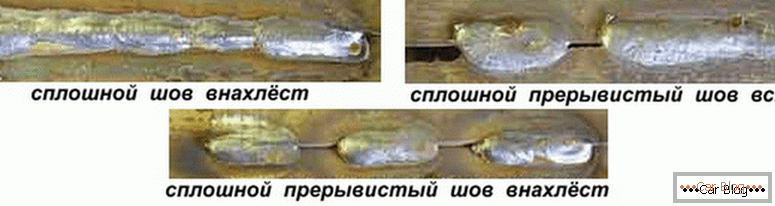
Despite the mating methods, in each case the technology of welding with a semi-automatic machine involves the use of various types of seams. There are three popular seam options:
- solid;
- dotted;
- solid intermittent.
Types of stitches
Each of them can be superimposed in any of the mates methods, both in the lap and in the butt joints.
See also: What to do if headlights mist inside?Solid intermittent
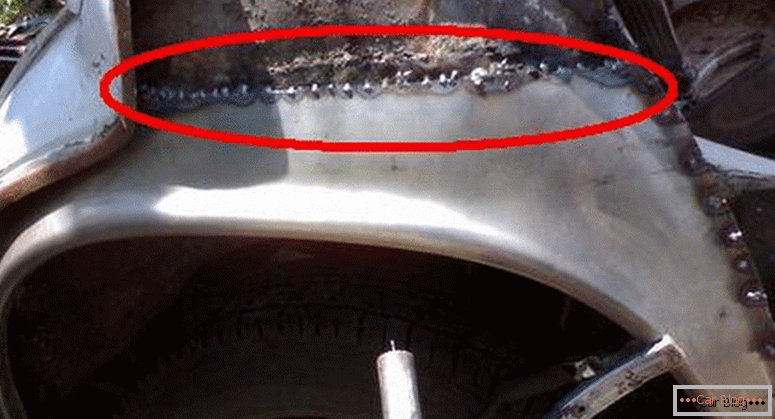
Such a seam is a periodic alternation of continuous sections and metal-free fractures. The artist selects intervals from the fill independently. This is done in order not to “pull” the metal of the welded-on element or frame structure on the car.
In this case, the overheating of the sheets is reduced, which contributes to the non-change in the strength physical properties of the steel alloy from which the combined parts are made.
Solid
It can take the form of continuous “pouring” in molten metal, and also look like a large number of spot welds, located very close to each other. This method has almost no use in automotive design. Although it can be used with almost any thickness of metal.
The use of such a seam reduces the "elasticity" of the whole structure. Fatigue cracks may also occur during machine operation.
Dotted
The name speaks for itself. Welding with a semiautomatic machine and the joining of metal sheets is carried out using weld points, which are distributed along the mating line at a specified interval. The distance between such points is set by technological necessity and can be from several centimeters to several millimeters.
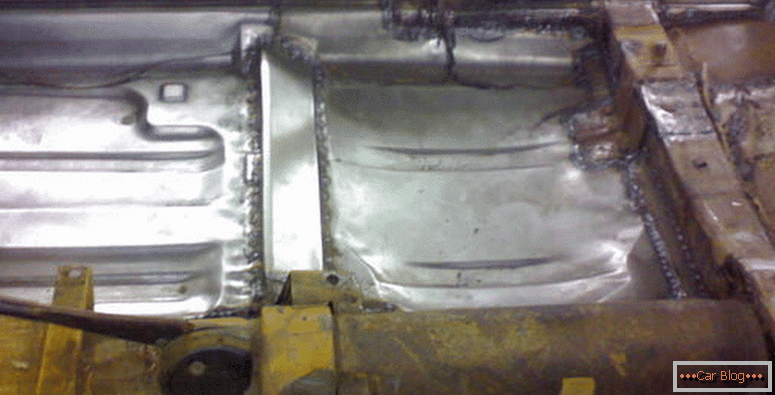
Suture location
Work can occur in different planes:
- horizontal "top welding";
- horizontal "bottom welding";
- vertical seam.
The most convenient is the option with welding "top". In this position, the seam is completely filled, filling all voids and gaps. Less convenient option for vertical work. In this case, you must ensure that the metal does not flow down the seam.
The most difficult method of welding involves "work from the bottom."
With this position, the seam is obtained under the mating elements and constantly tends to flow down. Therefore, you need to have the skill of working in such a position so as not to impair the quality of welding.
Material preparation for welding
Before starting any welding, you will need to prepare the surface. To do this, it is cleaned from all types of pollution:
- corrosion traces;
- coats of paint and primer, including shipping;
- conservation and protective coating layers;
- all types of lubricants.
The presence of such substances may reduce the quality of the overlapped seam or completely impede the passage of current through the circuit.
Other negative effects also occur:
- the gas that is formed when burning combustible residues can create a porous, poor-quality weld structure;
- such gases can “blow out” the metal from the point of welding, which results in a hole, and the molten metal splashing can lead to burns;
- pollution emit a large amount of smoke, which can lead to poisoning by combustion products or cause a fire.
Surfaces should fit snugly together.
Safety at work
For this, various clamps and latches are used. Temporary fixing with bolts or screws is also allowed.
Weld Current Adjustment
For novice welders who did not work with thin sheets less than 1 mm, it is advisable to practice not on the working surfaces of the car, but to conduct experimental welding of unnecessary thin pieces.
It is necessary to adhere to safety measures when welding works on the car:
- as experimental sheets do not need to take galvanized specimens, as the pairs will turn out to be poisonous;
- it is impossible to work in a strong draft or wind, because this causes gas to be blown out of the welding zone, which will reduce the quality of work or completely make them impracticable.
The magnitude of the welding current is in direct proportion to the thickness of the metal. For sheets of small thickness, you will need to set the current in the range of 40-60 A.
Most current regulators on semiautomatic devices have not absolute graduation, but relative ones. Therefore, an accurate indicator of the current will need to be checked according to the instructions.
The correctness of the selected current will show the quality of the weld. Different voltage in the electrical network affects the output parameters of the device. Therefore, the adjustment of the apparatus is carried out to a greater extent by the experimental selection of the positions of the adjustment knobs.
See also: Anticorrosion protection of the car bodyAdjustment of regulators
An example would be a semi-automatic device. Helvi Panther 132. It has three regulators that affect the current parameter. Two toggle switches have only two positions: "1" and "2" in the first, "min" and "max" in the second. The third smoothly regulates the wire feed. And the speed at which the wire is fed depends on the amount of current. This means that the device independently regulates the current depending on the wire feed.
Semi-automatic welding
As an example, you can give the settings of this semi-automatic for different thicknesses of the metal being welded. A thin sheet well "cooked" on the settings: "1", "max", and the smooth adjustment was at "7". Thick sheets better to try on the installation: "2", "max", "8".
During the work with a semiautomatic device there can be various results of welding. Depending on the current strength, you can get the following results:

The result of welding with different current
First case
The current is too small, so there is no spreading of the metal over the surface, and the part does not heat up, which impairs mating. It turns out the absence of "failure". Need to increase the current.
Second case
The current is correctly adjusted, the metal is sufficiently diffused and the heating of the welded part is noticeable. On the reverse side of the sheet a small metal drop is noticeable.
Third case
The current is greater than the allowed value. The melted drop from the wire is too “slipped”. On the other side is an obvious large drop of molten metal.
Fourth case
A significant excess of the permissible current to such an extent that end-to-end burnouts are formed. Requires a significant reduction in current strength until a small drop appears without burning.
Possible problems in the operation of welding semi-automatic
Not all work is carried out in the normal mode. Due to operational errors or faulty equipment, abnormal situations may occur.

Wrong current selection
When the current is set too high, there are burnouts in the metal. It may also form a drop of molten wire that protrudes from the copper tip. If such a situation occurs, the additional wire feed can lead to a breakage when it leaves the feeder.
Poor adjustment of the clamp in the feed mechanism
If the passage of the wire through the copper tip is blocked, then it breaks in the feeder. This indicates too much downforce. With proper adjustment, the wire slips, rather than breaks. This event indicates the opposite - the clamping force does not sufficiently fix the wire.
In this case, a “grip” at the tip may occur, and not to relate to the magnitude of the installed current.
The same results happen when the wire feed is too slow.
Low gas consumption
In such a situation it is necessary to properly adjust the gearbox. You can focus on the approximate consumption of 8-10 liters per minute with a wire diameter of 0.8 mm. Although the manual for semiautomatic devices proposes to put up to 3 liters, but in practice this is not enough.


